
Научно-технический прогресс, облегчая труд, повышая его производительность и безопасность, не исключает полностью проблемы охраны труда и защиты окружающей среды. Это обусловлено наличием объективных и субъективных факторов:
- созданием современных производственных единиц большой мощности, ростом объемов производств и, следовательно, количеств вредных веществ, поступающих в производственн
ую среду;
- интенсификацией производственных процессов и, следовательно, убыстрением ритма производства;
- повышением сложности оборудования;
- появлением новых вредных и опасных производственных факторов;
- увеличением объема информации, поступающей для восприятия в единицу времени;
- отставанием темпов повышения квалификации персонала от темпов внедрения новой техники;
- отставанием сроков внедрения новых правил техники безопасности от сроков внедрения нового оборудования;
- недостаточной информацией об опасных и вредных факторах и методах предупреждения их возникновения;
- монотонностью труда и возрастанием гиподинамических нагрузок.
Степень влияния механизации и автоматизации труда на производственный травматизм оценивают по методике, распределяющей несчастные случаи в зависимости от видов работ (операций), при которых они имели место, а также по группам рабочих, выполняющих работу механизированным способом и вручную.
Применение в промышленности автоматов и роботов изменяет содержание работы человека, сокращает ручной неквалифицированный труд, улучшает условия труда и позволяет высвобождать и направлять на более престижные работы значительное количество рабочих. Автоматы и роботы снижают травматизм на предприятиях. Но при их работе возможно воздействие на работающих физически опасных производственных факторов: подвижных устройств автоматов и роботов и передвигающегося (двигающегося) материала (изделий, заготовок, инструмента и т.п.).
Основными причинами воздействия на работающих опасных производственных факторов при использовании промышленных роботов, роботизированных технологических комплексов и участков могут быть:
Вредные производственные факторы
... от уровня и продолжительности воздействия вредный производственный фактор может стать опасным. Опасные и вредные производственный факторы подразделяются на четыре группы: физические, химические, биологические и психофизические. Состояние условий труда работников ВЦ и его безопасности, ...
- непредусмотренные движения исполнительных устройств робота во время обучения или при наладке, регулировании, ремонте;
- авария на обслуживаемом роботом участке (отказ робота или технологического оборудования, совместно с которым он работает);
- ошибочные (непреднамеренные) действия оператора при наладке, ремонте или во время работы робота в автоматическом режиме;
- вход человека в рабочее пространство и рабочую зону робота;
- нарушение условий эксплуатации робота и (или) роботизированного технологического комплекса и, в частности, использование робота не по назначению и не в соответствии с его техническими данными;
— нарушение требований эргономики и безопасности труда при организации роботизированного участка, в частности, неправильное расположение оборудования, транспортных средств, тары, пультов управления, загрузочных и разгрузочных устройств, накопителей.
Механизированные и автоматизированные технологические линии должны удовлетворять требованиям охраны труда, изложенным ниже.
Расположение. Автоматические линии (участки) располагаются в специально спроектированных цехах (зданиях) и отделяются от соседних линий (участков), стен, подъездных путей проходами. Например, автоматизированные крупные цехи металлопокрытий располагаются в два этажа, причем на первом этаже устроены вспомогательные участки приготовления растворов, нейтрализации сточных вод, а также оборудование вентиляции, источники питания, фильтры. Размеры проходов даны на рис. 1 (ОСТ 22-1424-80).
Проходы поточно-механизированных сварочных линий располагаются на расстоянии не менее 5 м от мест сварки.
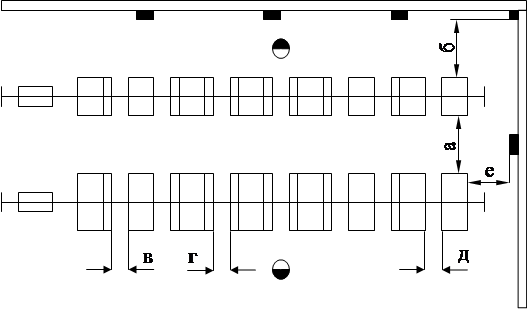
Рисунок 1. – Схема расположения механизированных линий: размеры, мм: а – 800-1000; б – 1200-1500; в – 40-50; г – 90-100; д – 40-50; е – 800-1000.
Автоматические линии, обслуживаемые с двух сторон, при отсутствии в них безопасных проходов оборудуют переходами (мостиками), которые располагают на расстоянии, не превышающем 25 м. Соответственно, линии, имеющие не доступные с пола элементы (которые необходимо периодически обслуживать), снабжают стационарными площадками или галереями. Мостики, площадки, галереи должны иметь двусторонние перила. Высота перил и ширина настила не менее 800—1000 мм; настил не должен быть скользким.
В автоматических линиях металлообрабатывающих станков конвейер в местах прохода людей должен находиться на высоте не менее 2200 мм от пола.
Органы управления. Расположение органов управления автоматических линий исключает возможность их случайного включения и выключения. Органы управления должны иметь четко выполненные надписи или символы, поясняющие назначение каждого из них. На линиях с большим фронтом обслуживания органы управления дублируются. Управление оборудованием на однотипных линиях унифицировано, т.е. одинаково расположены рукоятки, педали, кнопки, действуют одни и те же правила управления, и т. д.
Зоны размещения органов управления на пультах и средства отображения информации (СОИ) соответствуют требованиям ГОСТ 22269-76, 12.2.033-78, ГОСТ 12.4.040-78*, ГОСТ 23000-78. В частности, на органы управления и контроля или на элементы конструкции производственного оборудования (пульты, панели, щитки и т. п.) наносят символы, примеры которых даны на рис 2. На протяжении линии устанавливают кнопки экстренной остановки механизмов.
Совершенствование управления интеллектуальным капиталом на предприятии
... Цель и задачи комплексной курсовой работы. Цель работы состоит в раскрытии эффективных инструментов и разработке научно- практических рекомендаций по управлению и оценке компонентов интеллектуального капитала предприятия . Для достижения поставленной ...
На поточно-механизированных сварочных линиях пульт управления транспортно-подъемными устройствами объединен с пультом управления сварочным оборудованием и предусмотрена система раздельного управления сварочными и подъемно-транспортными операциями в аварийных ситуациях.
Расположение пульта управления линией должно обеспечивать возможность визуального контроля за выполнением рабочих и транспортных операций. Рабочее место оператора пульта оборудуется креслом-сиденьем, конструкция которого соответствует ГОСТ 21889—76*. В некоторых случаях рабочее место оператора находится в закрытой кабине, обеспечивающей защиту от воздействия вредных производственных факторов данного технологического комплекса. Рекомендуются следующие минимальные размеры кабины: высота 2100 мм, ширина дверного проема 600 мм, площадь 1700х2000 мм2. В кабину подается воздух в количествах не менее 30 м3/ч на человека (СН 245-71), при этом параметры микроклимата и качественный состав воздушной среды отвечает требованиям ГОСТ 12.1.005-76; интенсивность теплового потока через смотровые стекла кабины не превышает 350 Вт/м2, уровень звука в кабине – не более 80 дБ(А) (ГОСТ 12.1.003-83), освещенность на пульте управления – не менее 400 лк.
Ограждение. Ограждению подлежат:
- все потенциально опасные вращающиеся или движущиеся элементы механизированных и автоматизированных комплексов (исключения составляют элементы, ограждения которых не допускается их функциональным назначением);
- зоны возможного выброса рабочего материала и инструмента;